
最近我把Voron 2.4的热端从【龙热端】换成了【拓竹热端】,结果出现了明显的填充不足(under-extrusion)问题,尤其在填充和细节处表现不佳。做了一次手动校准挤出机,打印效果提升了不少。供大家参考。
做手动校准挤出机
- 因本人使用了 Klipper系统 所以以Klipper为标准
找到你的挤出机配置的 rotation_distance 参数
#这是我的挤出机设定可参考 [extruder] # 挤出机设定 step_pin: EBBCan: PD0 dir_pin: EBBCan: PD1 enable_pin: !EBBCan: PD2 microsteps: 16 rotation_distance: 4.52160000 <----就是这个参数 nozzle_diameter: 0.400 filament_diameter: 1.750 max_extrude_only_accel: 500 heater_pin: EBBCan: PB13 min_temp: 0 max_temp: 260 sensor_type: EPCOS 100K B57560G104F sensor_pin: EBBCan: PA3 ...- 校准步骤如下:
- 预热热端(例如设为 220°C 已你所以的耗材打印温度为准)
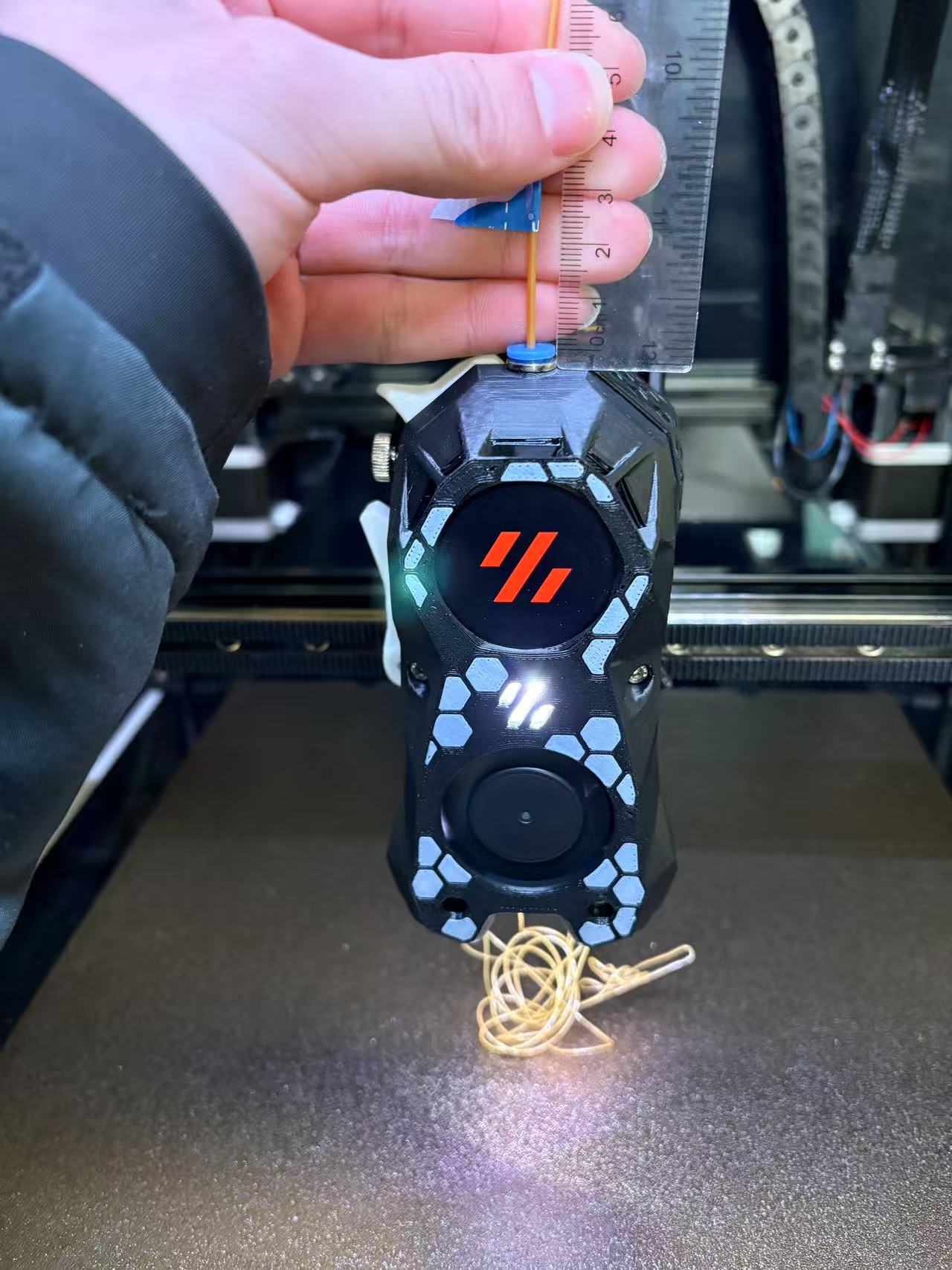
- 用卡尺在进料口处,测量出一段 120mm(标记 0 和 100mm)
![no pic now]()
- 在控制台挤出 100mm
![no pic now]()
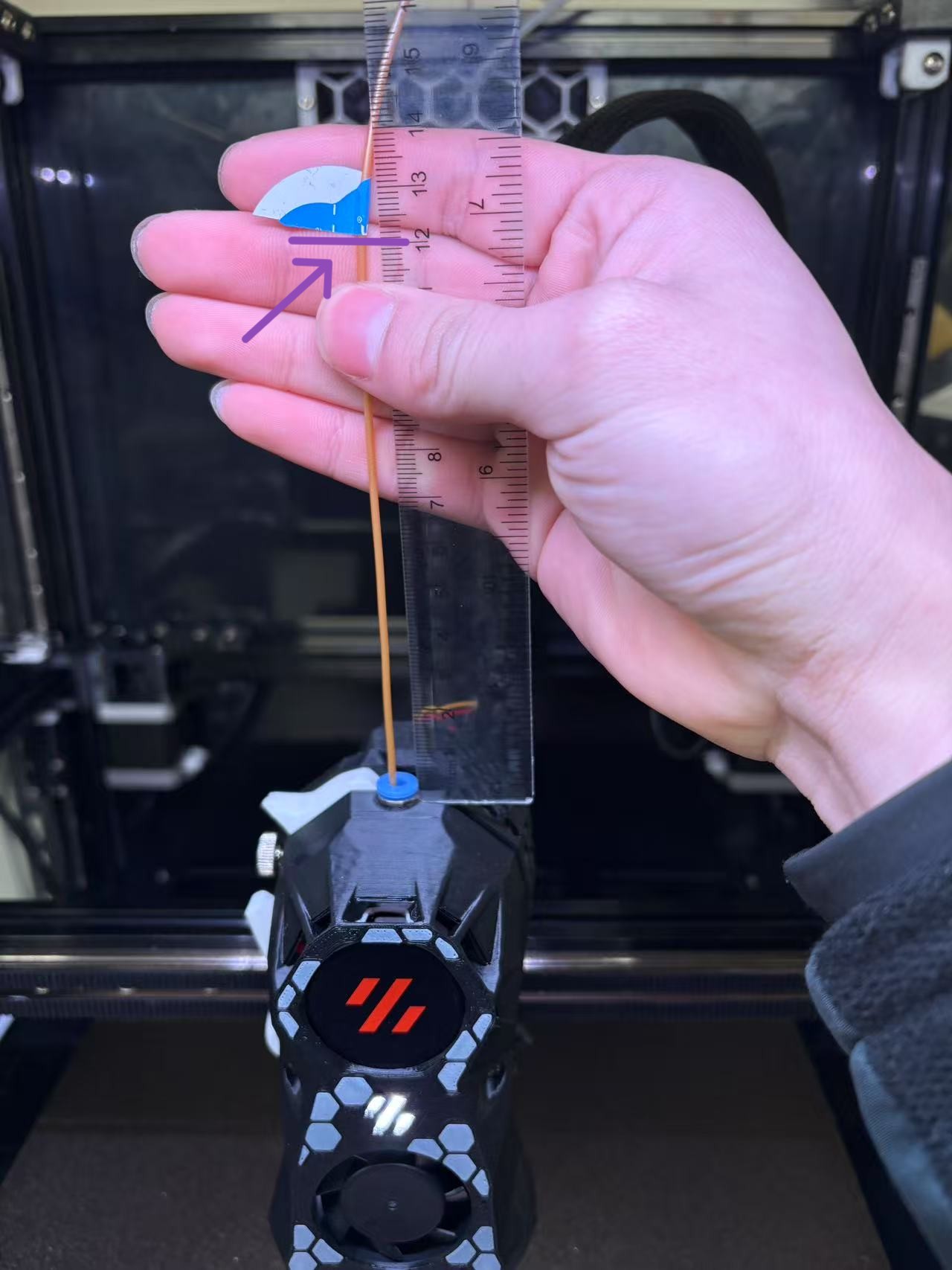
- 挤出100mm后,再测量还剩下多少。
- 如果挤出了 94mm(你测剩下 26mm),说明送少了。
![no pic now]()
使用以下公式来更新 rotation_distance 参数
新值 = 当前值 × (100 / 实际挤出量) = 4.5216 × (100 / 94) ≈ 4.8081 ...

将你算出来的配置,添加到rotation_distance: 4.8081 即可!
本作品采用 知识共享署名-相同方式共享 4.0 国际许可协议 进行许可。
Voron
0
1
jomohv